Float Glass Production Process
History of float glass
In the earlier days, window glass was made by blowing glass bottles or large glass disks. The bottles were cut into pieces, flattened together and then window panes were cut from the large surface. Most glass for windows up to the early 19th century was made from rounds, while during the 19th century it was done using the bottle method.
Alastair Pilkington has been identified by many sources as the inventor of the float glass process, even though it was first patented in 1848 by Henry Bessemer, an English engineer. Before the development of float glass, larger sheets of plate glass were made by casting a large puddle of glass on an iron surface, and then grinding and polishing both sides for smoothness and clarity – a very expensive process.
Float glass
Float glass is sheet glass made by floating molten glass on a bed of molten tin. This method gives the glass uniform thickness and a very flat surface. Float glass is more commonly known as window glass. Because it is inexpensive and sometimes free, it is often used in the glass fusing process. The molten glass spreads onto the surface of the metal and produces a high quality, consistent level sheet of glass that is later heat polished. The glass has no wave or distortion and is now the standard method for glass production; over 90% of the world production of flat glass is float glass.
Basic float glass process
The phrase “to float” means “to be buoyant”. And this is basically the principle on which the float glass manufacturing process is based. In the float glass process, molten glass is fed onto a float bath of molten tin. This tin bath is 4-8 meters wide and up to 60 meters long. To prevent the tin surface from oxidizing with the atmospheric oxygen, the tin bath is placed under a protective gas atmosphere. This atmosphere must be carefully controlled since its composition is instrumental for the properties of the contact surface between the glass and the tin which, in turn, influence the thickness of the glass sheet.
The glass floats like an endless ribbon on the tin. At the entrance where the glass first makes contact with the tin surface, the temperature of the liquid metal is about 600oC. Tin is the only metal that remains in a liquid state at 600oC.
Immediately after the exit from the float chamber, special rollers take up the glass and feed it into the annealing lehr from which it exits at about 200oC. After cooling to room temperature on an open roller track, it is cut, packed, and stored either for shipment or for further processing into products such as safety glass, reflective glass, self-cleaning glass, mirrors or double glazed or multi-glazed units.
Float glass can be made in thickness between 1.5 to 20mm. There are two techniques to accomplish this. To produce thin float glass, rollers control the width and speed of the glass ribbon. For thick float glass, the glass floats against graphite barriers, so that the ribbon flows out thicker. Thus the desired widths and thicknesses can be achieved.
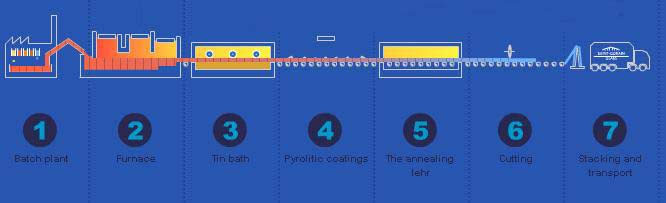
While each glass plant is different from the other, the float glass production process can be divided into five universal steps:
- Batching of raw materials:
The main components, namely, soda lime glass, silica sand (73%), calcium oxide (9%), soda (13%) and magnesium (4%), are weighed and mixed into batches to which recycled glass (cullet) is added. The use of ‘cullet’ reduces the consumption of natural gas. The materials are tested and stored for later mixing under computerised control.
- Melting of raw materials in the furnace:
The batched raw materials pass from a mixing silo to a five-chambered furnace where they become molten at a temperature of approximately 1500°C.
- Drawing the molten glass onto the tin bath:
The molten glass is “floated” onto a bath of molten tin at a temperature of about 1000°C. It forms a ribbon with a working width of 3210mm which is normally between 3 and 25mm thick. The glass which is highly viscous and the tin which is very fluid do not mix and the contact surface between these two materials is perfectly flat.
- Cooling of the molten glass in the annealing lehr:
On leaving the bath of molten tin, the glass – now at a temperature of 600°C – has cooled down sufficiently to pass to an annealing chamber called a lehr. The glass is now hard enough to pass over rollers and is annealed, which modifies the internal stresses enabling it to be cut and worked in a predictable way and ensuring flatness of the glass. As both surfaces are fire finished, they need no grinding or polishing.
- Quality checks, automatic cutting, and storage:
After cooling, the glass undergoes rigorous quality checks and is washed. It is then cut into sheets of sizes of up to 6000mm x 3210mm which are in turn stacked, stored and ready for transport.
Applications
- Float glass is used for glazing wherever full transparency is required in buildings.
- It is used as a base material for safety glass, reflective glass and self-cleaning glass, among others.
It can be used in precision mechanics, especially where extreme surface flatness is required. E.g., for visual displays.